Примеры внедрения технологии обработки деталей на основе оборудования HYUNDAI WIA на предприятиях России
На сегодняшний день, на предприятиях всех отраслей промышленности происходит модернизация производства.
Перед инженерами-технологами ставятся задачи разработки нового технологического процесса с использованием современных, как правило, универсальных станков с ЧПУ, без потери качества и с наибольшей экономической эффективностью. В настоящее время, существует большой выбор металлорежущих станков, позволяющих в полной мере использовать все возможности современного режущего инструмента для сокращения времени обработки с сохранением качества деталей. Важным фактором является выбор станочного центра с оптимальным набором характеристик по жесткости, мощности и точности, для того, чтобы оптимизировать стоимость оборудования и в конечном итоге, снизить себестоимость продукции.
Металлорежущее оборудование ведущего южнокорейского производителя HYUNDAI WIA в полной мере удовлетворяют современным требованиям и позволяют решать технологические задачи в различных отраслях промышленности. Линейка токарных и фрезерных обрабатывающих центров (ОЦ) HYUNDAI WIA позволяет обрабатывать детали различных габаритов, из всех материалов, обрабатываемых резанием.
Более 450 единиц оборудования поставленного и внедренного высококвалифицированными специалистами ООО «АТМ Групп» — успешно работает более чем на 100 предприятиях России и стран Таможенного Союза.
Инженеры-технологи ООО «АТМ Групп» решают задачи не только разработки, но и внедрения уникальных технологий обработки деталей в серийном производстве с применением современного оборудования и инструмента.
В качестве примеров, рассмотрим внедрение технологии обработки деталей в различных областях промышленности.
Производство сельхозтехники.
В 2016г. компанией ООО «АТМ Групп» был выигран тендер на поставку 2-х вертикальных токарных ОЦ HYUNDAI WIA LV800RM для обработки деталей типа «Диск». Материал — чугун СЧ40. Габариты детали —
Разработанная уникальная технология была успешно внедрена на ООО «Комбайновый завод «РОСТСЕЛЬМАШ».
Следующим этапом, в 2017г. был выигран тендер на поставку оборудования для комплексной обработки следующих деталей:
- ступица
- корпус дифференциала
- крышка
- кожух полуоси
Корпус дифференциала
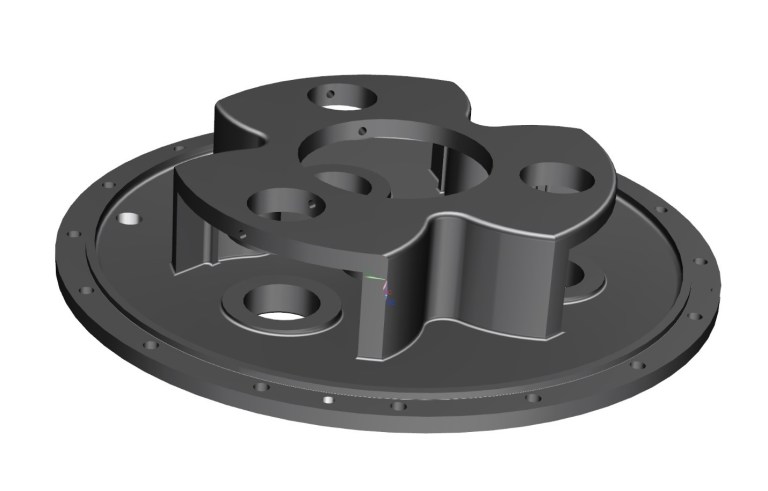
Деталь «Крышка»
Технология, предложенная компанией «АТМ Групп» была признана лучшей, среди представленных на тендере, по оценке заводской комиссии, в состав которой входили как технические специалисты, так и специалисты финансового подразделения.
В состав поставляемого оборудования входили следующие станки HYUNDAI WIA:
- L300LMC – горизонтальный токарный ОЦ – 1шт.;
- LV1100RЬ – вертикальный токарный ОЦ – 1шт.;
- KH63G – горизонтальный фрезерный ОЦ – 2шт.;

Разработка технологии включала:
- подбор оборудования
- подбор режущих инструментов
- проектирование и изготовление зажимных приспособлений, а также, грузоподъёмных механизмов.
Производство карданных валов для сельскохозяйственных машин.
Специалисты ООО «АТМ Групп» получили техническое задание на разработку технологии и внедрение оборудования для обработки деталей типа «Вилка».
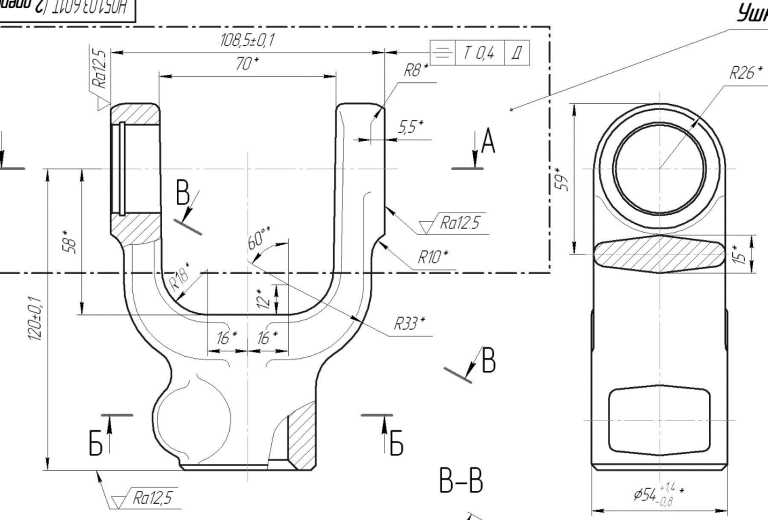
Чертёж детали
Для данного цикла была разработана технология с использованием двух станков:
- Токарный ОЦ KIT4500
- Фрезерный ОЦ F400VM с поворотным столом.
Производительность участка, состоящего из 2-х станков, составила 3 мин/шт.
Производство фонтанной арматуры.
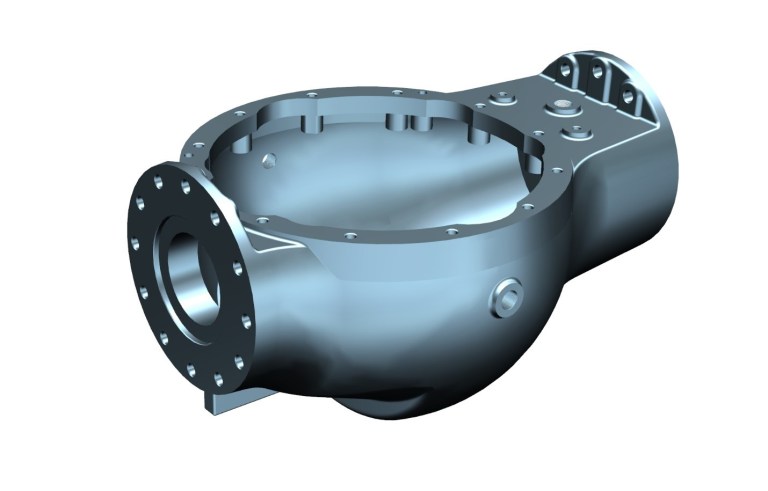
Завод прошел процесс полной реконструкции для изготовления запорной и фонтанной арматуры. Перед технологами ООО «АТМ Групп» была поставлена задача разработать технологию механической обработки корпусов задвижек трех типоразмеров с габаритами от 370 мм до 550
При обработке из поковок происходит сначала большой объём черновой, а потом чистовая обработка. Поэтому, предъявляемые высокие требования к жесткости и мощности станков были абсолютно реализованы.
Обработка производилась в 3 установа на 2-х станках: цикл обработки одного корпуса на одном станке составлял 60 минут.
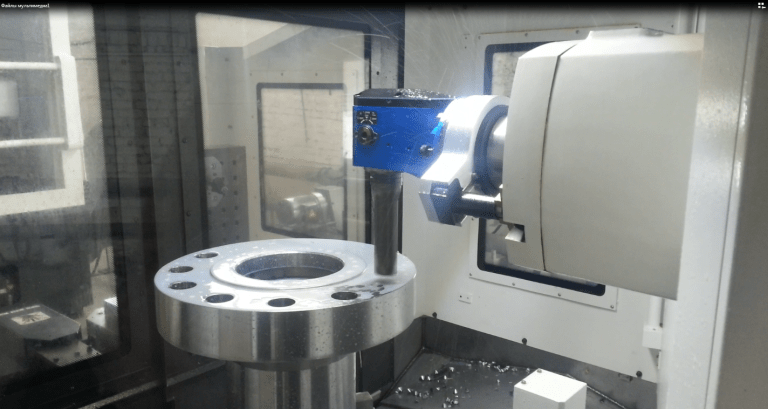
Специалистами нашей инжиниринговой компании была предложена технология обработки на горизонтально-фрезерном станке с ЧПУ за один установ. Кроме того, для подготовки технологических баз (шейки и внутренние торцы фланцев) был предложен вертикально токарный станок. Исходя из конструкции и габаритов деталей были выбраны горизонтальный фрезерный станок с ЧПУ HYUNDAI WIA KH63G и вертикальный обрабатывающий центр с ЧПУ HYUNDAI WIA модели LV800RM.

KH63G — 2 шт.

LV800RM — 1 шт.
Двухпалетная схема станка KH63G с отдельной зоной «загрузки-выгрузки» деталей позволяла эффективно сокращать время цикла обработки.
Была разработана и изготовлена оснастка для крепления заготовки на столе станка таким образом, чтобы можно было обработать деталь за один установ. Причем, габариты приспособления с деталью позволяли устанавливать по две детали на стол станка.
Схема установки заготовок на столе станка
При обработке этих деталей использовались все возможности горизонтального ОЦ: фрезерование, сверление, черновое растачивание, чистовая расточка, нарезание резьбы как метчиками, так и резьбофрезерованием, обратная чистовая расточка.
Производство запорной арматуры.
Внедрен цикл обработки деталей различных габаритов и конструкций, требующих обработки, как на токарных, так и на фрезерных станках.
Была разработана и внедрена технология комплексной обработки на следующих станках:
- L230LMSA – горизонтальный токарный ОЦ с приводным инструментом и противошпинделем;
- LV800R – вертикальный токарный ОЦ;
- KH50G – горизонтальный фрезерный ОЦ;
- LV2000MM — вертикальный токарный ОЦ;

LV2000MM
Фото детали, обработанной на станке LV800R:

Фото детали, обработанной на станке KH50G: